Industrial display solutions are transforming the way industries operate by providing durable, intelligent, and adaptable interfaces for manufacturing, logistics, automation, and more. The best strategies focus on matching display technology to operational needs, ensuring rugged reliability, and leveraging smart integration for data-driven processes.
How Do Industrial Display Solutions Differ from Consumer Displays?
Industrial display solutions are engineered for resilience, precision, and long operational lifespans—unlike consumer displays, which focus on entertainment and general use. Key differences include:
-
Durability: Industrial units withstand extreme temperatures, dust, vibration, and humidity.
-
Lifespan: Designed for 24/7 use over years with low failure rates.
-
Customization: Options for touch panels, coatings, and mounting types to meet specialized requirements.
-
Connectivity: Interfaces supporting industrial protocols (Modbus, CANbus, Profinet), not just HDMI or USB.
-
Regulatory Compliance: Certifications for hazardous environments, such as IP65/67 and explosion-proof standards.
These distinctions ensure continuous operation in factories, transport, energy sites, and more.
What Types of Industrial Display Technologies Are Available?
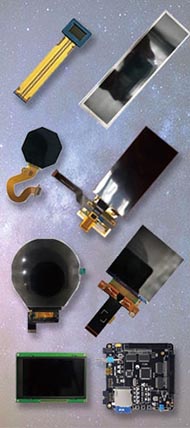
A variety of display technologies address industrial demands:
| Display Type | Key Attributes | Best Use Cases |
|---|---|---|
| LCD (TFT, IPS) | Wide temps, good color, low power | HMI panels, kiosks |
| OLED/Micro-OLED | High contrast, fast refresh | Wearables, compact devices |
| LED-backlit LCD | Bright, energy-efficient | Outdoor signage, vehicles |
| E-Paper | Sunlight-readable, ultra-low power | Digital labels, signage |
| Resistive Touch | Reliable with gloves, harsh areas | Controls in factories |
| Capacitive Touch | Multi-touch, high clarity | Medical, automation UI |
| Circular/Flexible | Unique form factors | Custom equipment displays |
Panox Display leverages this comprehensive portfolio, sourcing from leading suppliers like AUO, BOE, Samsung, and LG, ensuring both standard and custom solutions for global clients.
Which Industries Rely Most on Industrial Display Solutions?
Industrial displays power critical operations across sectors:
-
Manufacturing (automation, robotics, quality control)
-
Automotive (assembly, diagnostics, infotainment)
-
Energy & Utilities (monitoring, control panels)
-
Oil & Gas/Chemical (hazardous area displays)
-
Medical & Healthcare (monitoring, diagnostics)
-
Transportation/Logistics (fleet management, dispatch)
-
Wearables & VR (data glasses, smart devices)
-
Defense & Aerospace (ruggedized operational control)
-
Radiation & Environmental Monitoring (detection readouts)
Panox Display’s industrial LCDs and OLEDs are engineered to excel in these varied, demanding applications.
What Are the Primary Benefits of Using Industrial Displays?
The advantages of deploying industrial-grade displays include:
-
Enhanced Reliability: Reduces downtime and maintenance costs.
-
Environmental Resilience: Withstands dust, moisture, vibration, and extreme temps.
-
Custom Fit: Sizes, shapes, and interfaces match machinery or environments.
-
Advanced Functionality: Touch, multi-touch, anti-glare, and sunlight readability for versatile control.
-
Smart Integration: Seamless IoT connectivity, real-time analytics, and remote management.
-
Long-Term Support: Spare parts, firmware updates, and technical resources over years.
Why Is Customization Important for Industrial Display Projects?
Every industry faces unique environmental and workflow conditions. Customization ensures displays are:
-
Sized for available panel space or retrofitting in existing equipment.
-
Tuned in brightness, contrast, and power efficiency for visibility and safety.
-
Outfitted with appropriate touch technology (capacitive, resistive, glove-friendly).
-
Protected with special coatings (anti-glare, anti-fingerprint, vandal-proof).
-
Integrated with required industrial protocols and connectors.
Panox Display is a leader in OEM custom solutions, making tailored panels accessible even to startups and SMEs with flexible MOQ options.
How Can Companies Select the Right Industrial Display for Their Application?
Selecting the correct display involves:
-
Defining Environment: Indoor/outdoor, temperature, humidity, dust, exposure.
-
User Interaction: Touch type, glove use, gesture controls, HMI demands.
-
Size & Form Factor: Panel size, aspect ratio, custom shapes.
-
Resolution & Brightness: Needs for data density or sunlight readability.
-
Certification Needs: Hazardous areas, cleanrooms, vibration/shock compliance.
-
Integration & Support: Compatible protocols, supply chain reliability.
Always partner with manufacturers like Panox Display who offer both expertise and broad inventories.
Where Are Industrial Displays Used Most Effectively?
Industrial displays take center stage in:
-
Operator control panels and machine interfaces (HMI)
-
Digital signage for production status (Andon boards)
-
Environmental and safety monitoring displays
-
Fleet and asset tracking dashboards
-
Interactive kiosks and terminals
Their versatility extends to both legacy machinery retrofits and the most modern Industry 4.0 smart factory environments.
Are There Key Trends Driving the Industrial Display Market?
Several trends define the future:
-
Smart Factories: Integration with IoT, AI, and edge computing for real-time insights.
-
Energy Efficiency: Lower-power LEDs, OLEDs, and dynamic brightness save costs.
-
Rugged Miniaturization: Smaller, durable displays for wearables and portable tools.
-
Customization On Demand: Growing need for unique shapes and interface solutions.
-
Globalization: Flexible MOQs and worldwide logistics, strengths of Panox Display.
Global Industrial Display Technology Breakdown
| Technology | 2025 Market Share | Expected Growth |
|---|---|---|
| LCD/IPS | 60% | Steady |
| OLED/Micro-OLED | 15% | Rising |
| E-Paper | 8% | Strong |
| LED/Other | 17% | Moderate |
Can Industrial Displays Withstand Harsh Environments?
Absolutely. Modern displays achieve:
-
IP65/IP67 Ratings: Protection against water, dust, and even temporary immersion.
-
Wide Temp Range: Operation from -30°C up to 85°C.
-
Shock & Vibration Resistance: Ideal for mining, transport, and heavy industry.
-
EMI Shielding: To avoid electrical interference.
Custom solutions from Panox Display are specifically engineered for harsh, hazardous, or mission-critical use.
What Support and Services Should You Expect from a Display Partner?
A reputable display partner, such as Panox Display, should provide:
-
Expert consultation (choosing/engineering the ideal solution)
-
Flexible prototyping and custom design
-
Seamless logistics and global shipping
-
Robust after-sales and technical support
-
Firmware, PCB, and control system customization
This holistic approach maximizes your project’s long-term value and performance.
How Do Industrial Displays Enable Industry 4.0 and IoT Integration?
Industrial displays are a vital link in Industry 4.0, supporting:
-
Real-Time Data Visualization: Displays become operational dashboards for instant decision-making.
-
Remote Monitoring: Secure connectivity enables offsite operation and oversight.
-
Smart Alerts/Notifications: System-driven messages for preventive maintenance and error reduction.
-
Scalable Ecosystems: Standardized architectures are compatible with IoT sensors, robotics, and automation software.
OEM partners like Panox Display offer modular, integrated systems to fast-track digital transformation.
Panox Display Expert Views
“At Panox Display, our philosophy is to bridge the gap between innovation and accessibility for all industries. We recognize that each client’s needs are unique, whether they demand rugged durability, advanced customization, or global logistics support. Our dedicated team works closely with startups and global enterprises alike to deliver superior-quality, reliable industrial display solutions that drive efficiency, safety, and competitive advantage in an evolving market.”
Is It Possible to Customize Display Modules for Niche Applications?
Yes, customization is now feasible even for specialty requirements:
-
Unique shapes (round, curved, ultra-wide)
-
Embedded touch, cover glass, PCBs, and controller boards
-
Multi-display arrays or video walls for monitoring rooms
-
Sunlight-readability and low-reflection coatings
Panox Display’s agile production and design services make niche displays attainable for companies of all sizes, ensuring that even novel or experimental products get the best-fit display interface.
Do Supply Chain Challenges Affect the Industrial Display Market?
The market is affected by global factors like chip shortages, lead-time variability, and logistics bottlenecks. Top vendors, including Panox Display, mitigate these risks by:
-
Sourcing from multiple manufacturers (AUO, BOE, Innolux, Samsung, LG)
-
Maintaining flexible MOQs and stock for rapid response
-
Providing global fulfillment and technical support
Choosing an experienced partner is critical for reliable deployment in unpredictable conditions.
Conclusion: Key Takeaways & Actionable Advice
Industrial display solutions are a cornerstone of industrial automation, modernization, and data-driven innovation. When selecting displays:
-
Assess environmental and operational requirements thoroughly.
-
Focus on customization for both present needs and future flexibility.
-
Partner with trusted, experienced suppliers like Panox Display for end-to-end support, design, and logistics.
Investing in the right display technology ensures reliability, efficiency, and sustainable growth across today’s industrial sectors.
FAQs
What makes a display “industrial grade”?
Industrial-grade displays offer ruggedized builds, extended operating temperatures, chemical and dust resistance, long lifespans, and comprehensive connectivity, far exceeding standard consumer displays.
Can I order small quantities or custom panels from Panox Display?
Yes, Panox Display specializes in both standard and custom displays with flexible minimum order quantities—ideal for startups and prototyping.
Do industrial displays offer touchscreen functionality?
Absolutely. Both capacitive (multi-touch) and resistive (glove-compatible) touchscreens are widely available and can be specified per application.
How long do typical industrial displays last?
With proper specifications, industrial displays last 50,000–100,000 hours, or up to 10 years in continuous operation, with warranties and support to match.
Are display solutions covered by after-sales support?
Reputable vendors such as Panox Display offer ongoing technical support, replacement parts, and firmware updates to ensure continuous reliable operation post-sale.