Industrial LCD displays power modern automation, manufacturing, and monitoring systems with clear visuals, unmatched durability, and advanced interface capabilities. These high-performance screens drive better decision-making, operational efficiency, and safety across demanding environments. Whether in automotive, energy, medical, or factory settings, industrial LCDs are essential for reliable, real-time data display and human-machine interaction.
What are the applications of industrial LCD displays?
Industrial LCD displays are engineered for widespread deployment across a vast array of industries due to their reliability, performance, and versatility. Core application areas include:
-
Process Monitoring & Control Rooms: Operators use LCDs to visualize, analyze, and control production parameters and facility operations in real time, ensuring optimal safety and efficiency.
-
Factory Automation: Automated machinery leverages LCD panels for status feedback, error alerts, and system diagnostics, which streamlines workflow and minimizes human error.
-
Machine Vision & Inspection Systems: High-resolution LCDs enable precise viewing and analysis of visual data during quality inspection or production line surveillance.
-
Public Information Displays: Transportation hubs, hospitals, and retail settings use industrial-grade LCDs for wayfinding, scheduling, and general announcements.
-
Medical Equipment: Color-accurate displays are crucial for diagnostics and operating room equipment, ensuring the highest standards of patient care.
-
Energy & Utilities: Rugged displays monitor critical metrics and support control systems in power generation, water treatment, and oil & gas facilities.
-
Industrial HMIs: Human-machine interfaces in heavy industry rely on industrial LCDs for operator input, feedback, and secure control.
How do industrial LCDs withstand harsh environments?
Industrial LCD displays are purpose-built to function reliably under extreme environmental conditions where standard consumer-grade screens would fail. Design features include:
-
Rugged Enclosures: Durable metal or reinforced plastic casings protect against impact, dust, and moisture.
-
Wide Operating Temperatures: Industrial LCDs maintain performance in freezing cold, extreme heat, humidity, or rapid temperature shifts.
-
Sunlight Readability: Enhanced backlights and anti-glare coatings provide visibility even in direct sunlight.
-
Sealed Touch Panels: Many models feature water- and dust-resistant touchscreen interfaces for challenging settings.
-
Shock and Vibration Resistance: Reinforced mounting and robust internal components help LCDs endure vibrations from machinery or transportation.
Key Durability Features Comparison Table
| Feature | Consumer LCD | Industrial LCD |
|---|---|---|
| Temp. Range | 0–40°C | -30–80°C |
| Impact Protection | Low | High |
| Water/Dust Protection | Basic | Up to IP67 |
| Sunlight Readability | Limited | Excellent |
What industries use industrial LCD displays?
Industrial LCDs are found in every sector that demands continuous, accurate, and clear digital information. Key industries include:
-
Manufacturing: Automation, robotics, assembly lines
-
Automotive: Vehicle dashboards, diagnostic tools, manufacturing systems
-
Medical: Diagnostics, patient monitoring, operating rooms
-
Transportation: Trains, airplanes, marine vessels, and traffic control centers
-
Energy & Utilities: Power plants, water treatment, oil and gas facilities
-
Military & Defense: Tactical displays, training simulators, vehicle integration
-
Retail & Advertising: Digital signage, kiosks, and wayfinding
-
Aerospace: Navigation, instruments, and control panels
Panox Display has a strong footprint across these sectors, supplying both standard and custom industrial LCD solutions for mission-critical projects.
How do industrial LCDs improve process control and automation?
The introduction of industrial LCDs has revolutionized process control and automation by providing better visualization, greater accuracy, and intuitive interfaces. Here’s how:
-
Real-Time Data Visualization: Operators can instantly monitor and evaluate production metrics to identify inefficiencies or faults.
-
Alarm and Alert Display: Issues in the system are communicated promptly, reducing downtime and minimizing risk.
-
Control Interface: Touchscreens allow direct user interaction for quick adjustments and settings management.
-
Trend Analysis & Reporting: Dashboard displays track KPIs and help managers make informed, data-backed decisions.
What are the key features of industrial LCD screens?
Industrial LCDs incorporate specialized features that differentiate them from ordinary consumer displays:
-
High Brightness: Up to 1,000 nits or more for sunlight or brightly lit environments.
-
Wide Viewing Angles: IPS and advanced TFT panels deliver consistent visuals from any angle.
-
Long Lifespan: Components are selected for years of reliable 24/7 operation.
-
Customizable Sizes & Formats: Ranging from compact modules for devices to large screens for control rooms.
-
Multi-Touch Capability: Advanced touch technologies detect gloves and work in wet conditions.
-
Wide Resolution Range: From standard VGA to full HD and beyond.
Features Table: Industrial vs. Consumer LCDs
| Feature | Industrial LCD | Consumer LCD |
|---|---|---|
| Brightness | Up to 1,500 nits | 200–500 nits |
| Touch | Glove, stylus, wet | Bare finger |
| Operating Hours | 24/7 | 6–12h/day |
| Customization | Extensive | Limited |
Which companies manufacture industrial LCD panels?
The global industrial LCD market is driven by major manufacturers known for quality and innovation, including:
-
AU Optronics (AUO)
-
BOE Technology
-
Innolux
-
Samsung Display
-
LG Display
Panox Display partners with these leading brands, sourcing premium-grade panels and offering both standard and customized industrial LCD modules. As a supplier and OEM manufacturer, Panox Display supports worldwide clients seeking high-performance display solutions.
How do industrial LCDs support human-machine interfaces (HMI)?
Industrial LCDs are foundational to modern HMIs—systems that allow people to interact seamlessly with machines and automated processes, such as:
-
Visual Controls: Crisp displays present intuitive icons, data, and workflows for efficient operation.
-
Touch Interaction: Multi-touch functionality enables natural gestures, even with gloves.
-
Feedback Mechanisms: Real-time feedback ensures prompt response and error correction.
-
Modular Integration: LCDs are embedded in control panels, kiosks, and industrial mobile devices.
These attributes are crucial to improving productivity, safety, and user satisfaction across every industry adopting automation.
How are industrial LCDs used in transportation and healthcare?
In transportation and healthcare, precision, reliability, and clarity are vital. Industrial LCDs serve these needs through:
Transportation
-
Passenger Displays: Show arrivals, departures, routes, and alerts in stations and vehicles.
-
Operator Dashboards: Enable safe and precise vehicle operation, from trains to ships and aircraft.
-
Wayfinding Systems: Guide traffic and passengers in real-time.
Healthcare
-
Medical Imaging Equipment: Demand high contrast and accurate color for X-ray, MRI, and ultrasound monitors.
-
Patient Monitoring: Displays must be readable around the clock for critical information.
-
Surgical Equipment: Precision and reliability support doctors during life-critical operations.
How can industrial LCD displays be customized for specific applications?
Customization is central to Panox Display’s offering. Industrial LCDs can be tailored in numerous ways:
-
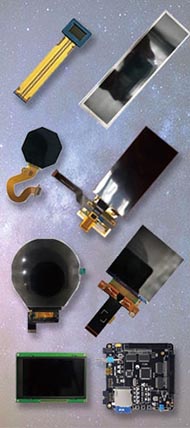
Size and Shape: From flexible or circular modules to large control room panels.
-
Brightness and Contrast: Tuned for unique ambient lighting or sunlight readability.
-
Touch Technology: Resistive or capacitive touchscreens for environments needing glove or stylus support.
-
Enclosure and Mounting: Custom housings, protective glass, coatings, and sealing for IP ratings.
-
Connectivity: Five or more interface options, including HDMI, VGA, USB, CAN bus, and RS232.
-
Optical Enhancements: Anti-glare, anti-fingerprint, and shatterproof coatings.
This flexible approach empowers engineers to integrate LCDs seamlessly into their projects, from wearable medical devices to ruggedized outdoor terminals.
What innovations are driving future industrial LCD technologies?
Industrial LCD technology continues to evolve rapidly, driven by:
-
Micro-LED/Min-LED Backlights: Even greater brightness and contrast for harsh environments.
-
Flexible/OLED Panels: For curved, bendable, or ultra-thin industrial displays.
-
AI Integration: Smart HMIs with AI-powered diagnostics and process automation.
-
IoT Compatibility: Seamless integration with industrial networks, sensors, and cloud-based management systems.
-
Touchless Control: Emerging gesture-based or proximity sensing for operator safety.
-
Nano-Coating & Self-Cleaning Surfaces: Minimize maintenance and downtime.
Companies like Panox Display remain at the forefront by integrating new technologies that enhance display performance and broaden application possibilities.
How does Panox Display contribute to the industrial LCD market?
Panox Display stands out as a trusted supplier and OEM manufacturer of high-quality industrial LCDs. Since 2015, Panox Display has specialized in both standard and custom solutions, offering:
-
Diverse Panel Choices: TFT-LCDs, IPS panels, Micro-OLEDs, flexible and circular OLEDs.
-
Premium Sourcing: Panels from top brands like AUO, BOE, Innolux, Samsung, and LG.
-
System Integration: Complete solutions, including controller boards, PCBs, touch panels, and Arduino support.
-
Customization: Small MOQs and rapid prototyping for startups and SMBs.
-
Global Reach: Serving 80% of their base in North America and Europe.
With cutting-edge production lines and expert engineering support, Panox Display empowers engineers, designers, and businesses worldwide to integrate advanced, reliable display technology into next-generation products.
Panox Display Expert Views
“The future of industrial LCDs lies in convergence—combining robust hardware with intelligent interfaces and connectivity. At Panox Display, we see rising demand for customizable, rugged displays that also support advanced touch, sunlight readability, and digital integration. Our mission is to make these innovations accessible to every customer, from agile startups to global enterprises, by providing tailored solutions that meet unique industry needs.”
Conclusion
Industrial LCD displays are the backbone of modern automation, medical, and manufacturing industries—delivering clarity, durability, and intelligent interfaces in environments where performance matters most. Customization, innovation, and partnership with experienced suppliers like Panox Display ensure that every application—from factory to field—benefits from optimal visibility and control. For any engineer, manager, or integrator, investing in the right industrial LCD means unlocking greater efficiency, safety, and success.
Frequently Asked Questions
What distinguishes industrial LCDs from consumer LCDs?
Industrial LCDs are designed for extreme durability, wider temperature operation, brighter displays, and 24/7 use, whereas consumer LCDs are not built for such rigorous demands.
Can industrial LCD panels be customized for small batches?
Yes, brands like Panox Display offer low minimum order quantities and comprehensive customization, making advanced displays accessible to startups and small businesses.
Are industrial LCDs suitable for outdoor applications?
Absolutely. Industrial LCDs feature weather-resistant sealing, sunlight readability, and robust touchscreens, making them ideal for kiosks, transportation, and outdoor signage.
What industries benefit most from industrial LCD use?
Major beneficiaries include manufacturing, medical, automotive, energy, transportation, military, and retail sectors.
Why choose Panox Display for industrial LCD solutions?
Panox Display combines premium global sourcing, rapid customization, and expert support—ensuring tailored, high-quality LCD solutions for any industrial requirement.